
3DS|Tech News
Kiểm tra quang học: Giải pháp loại bỏ lỗi sản xuất cánh quạt sợi carbon

Hệ thống đo lường quang học 3D của ZEISS do RATC VN cung cấp được ứng dụng xuyên suốt quy trình sản xuất cánh quạt sợi carbon, từ giai đoạn xếp lớp, gia công gốc cánh cho đến thành phẩm cuối cùng, nhằm đảm bảo chất lượng tin cậy và hiệu suất kiểm tra tối ưu.

Thách thức của khách hàng
(1): Kiểm tra khuyết tật bề mặt cánh quạt
Vật liệu composite sợi carbon chiếm tới 70% trong cánh quạt động cơ hàng không, với cường độ riêng (tỷ lệ độ bền kéo/khối lượng riêng) vượt trội so với kim loại. Tuy nhiên, cấu trúc dị hướng khiến loại vật liệu này cực kỳ nhạy cảm với các khuyết tật cục bộ, đặc biệt là tại các khu vực thay đổi hình học đột ngột như điểm cuối của băng keo (tape ends).
Điểm cuối băng keo là điểm dừng của quá trình dán lớp sợi carbon, nơi dễ phát sinh các lỗi do ứng suất quy trình hoặc ứng suất nhiệt:
-
Phân lớp và bong tróc: Sự tách rời giữa lớp keo và bề mặt sợi do co ngót khi đóng rắn hoặc tải trọng rung động.
-
Vết nứt vi mô và gãy sợi: Sự tập trung ứng suất dẫn đến nứt nền nhựa hoặc gãy các bó sợi.
-
Lỗ rỗng và bọt khí: Khí còn sót lại trong quá trình ép lớp hình thành các khoảng trống, làm giảm độ bền cục bộ.
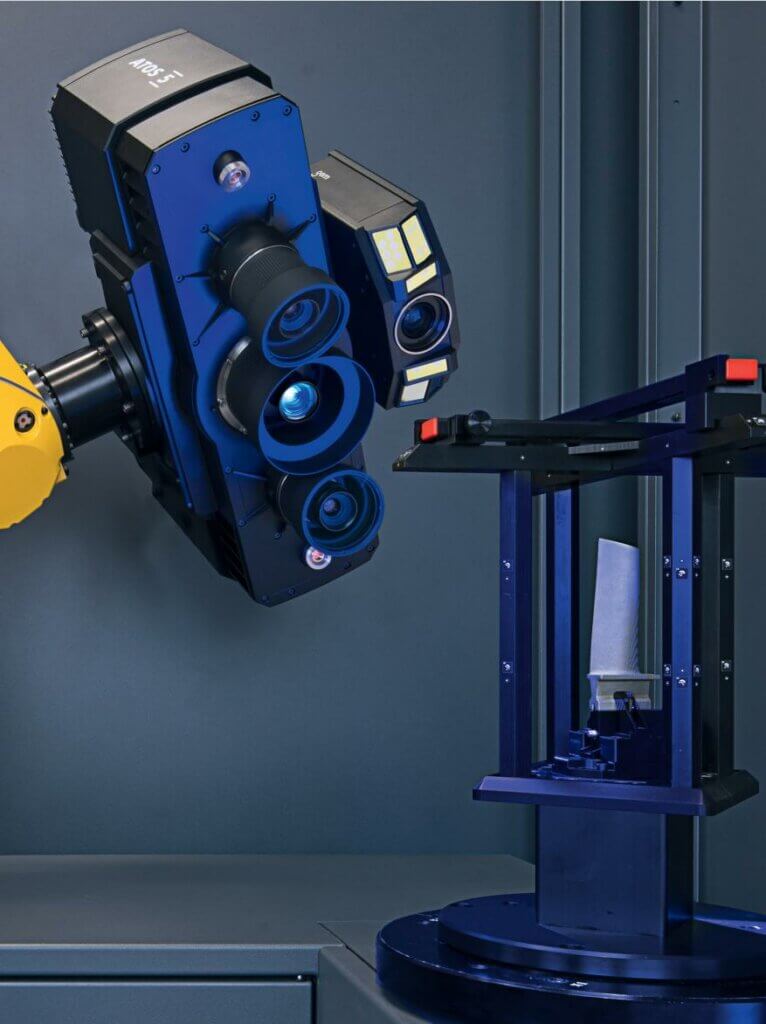
Hệ thống chiếu vân quang học ATOS của ZEISS phát huy tối đa lợi thế công nghệ trong việc kiểm tra cánh quạt, chẳng hạn như: thu thập lưới điểm (mesh) độ phân giải cao ở mép dẫn và mép thoát, nhịp kiểm tra nhanh, phát hiện khuyết tật bề mặt, phân tích biên dạng toàn phần và đánh giá thông số cánh (airfoil).

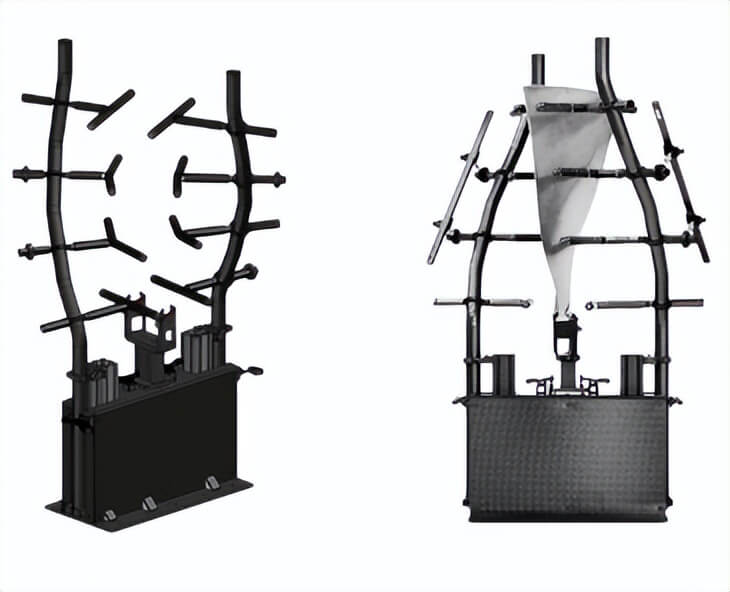
Do cánh quạt có độ xoắn lớn và thân cánh dài, ZEISS có thể thiết kế đồ gá tùy chỉnh theo yêu cầu. Loại đồ gá này khi kết hợp với kiểm tra quang học giúp loại bỏ việc dán điểm tham chiếu, gá đặt nhanh chóng và có độ chính xác định vị cao. Đồng thời, một khung đồ gá có thể đáp ứng nhu cầu đo lường hàng loạt cho cùng một dòng sản phẩm.

Trong giai đoạn xếp lớp sợi carbon, điểm cuối băng keo là yếu tố kiểm soát chất lượng trọng yếu. Đầu đo ZEISS ATOS 5 for Airfoil có độ phân giải lên tới 12 triệu pixel mỗi ảnh. Thông qua bản đồ khuyết tật bề mặt trong phần mềm ZEISS INSPECT, các lỗi chất lượng tại điểm cuối băng keo sợi carbon có thể được phát hiện dễ dàng.
Đánh giá biên dạng cánh (Airfoil Profile)
(2)Thách thức của khách hàng:
Đặc tính hình học phức tạp của cánh quạt sợi carbon (độ cong 3D, độ dày thay đổi, gốc cánh dị hình) và tính nhạy cảm của vật liệu (nguy cơ phân lớp, tính toàn vẹn của lớp phủ) khiến các phương pháp đo truyền thống gặp nhiều hạn chế. Công nghệ quét quang học chiếu vân thực hiện phép đo toàn trường không tiếp xúc, giúp kiểm soát khép kín toàn bộ quy trình từ xác thực thiết kế đến bảo trì và tái chế:
-
Phân tích sai lệch màu (color map) cho toàn bộ biên dạng.
-
Đánh giá thông số cho các cấu trúc cánh đặc biệt.
Ở giai đoạn từ gia công đến thành phẩm, đầu đo ZEISS ATOS 5 có thể phân tích toàn bộ biên dạng cánh để hướng dẫn các bước gia công tiếp theo. Đồng thời, hệ thống có thể đánh giá các thông số cánh theo yêu cầu kỹ thuật như: mép dẫn (leading edge), mép thoát (trailing edge), biên dạng mặt ép (pressure side) và mặt hút (suction side), chiều dài dây cung (chord length), độ dày...
Sự kết hợp giữa trạm đo tự động ZEISS ScanBox 5110/5120 và đầu đo ATOS 5 for Airfoil là giải pháp đo lường hoàn hảo cho cánh quạt. Với các tùy chọn ống kính MV400 và Plus 29M MV 1000, hệ thống đáp ứng mọi nhu cầu đo lường — từ kiểm tra khuyết tật bề mặt đến phân tích thông số cánh, đặc biệt ưu việt cho các biên dạng mép dẫn và mép thoát phức tạp.

(3)Thách thức của khách hàng
Những năm gần đây, kích thước động cơ phản lực ngày càng lớn, đường kính quạt có thể lên tới 340cm. Trong quá trình vận hành, tải trọng nặng (áp suất gió, rung động, lực ly tâm) tác động lên cánh quạt, gây ra những thay đổi về hiệu suất trong suốt vòng đời. Nhiệm vụ quan trọng của bộ phận bảo trì là tìm ra phương pháp hiệu quả và kinh tế để phát hiện vết nứt và hư hỏng. Nhiệm vụ thứ hai là giảm tiếng ồn vận hành — loại tiếng ồn cũng do rung động gây ra.
Giải pháp RATC
Thông qua hệ thống thử nghiệm 3D tốc độ cao ZEISS ARAMIS, có thể tiến hành thử nghiệm gõ (hammer test) trên cánh quạt thành phẩm để thu thập biên độ 3D, tần số riêng và phân tích xu hướng biến dạng (ODS: Operational Deflection Shape).
Hệ thống ARAMIS cho phép thực hiện các ứng dụng sau:
-
Phân tích biên độ thông qua thử nghiệm gõ.
-
Phân tích hình dạng võng khi vận hành và xác định tần số riêng.
 Khi gõ vào cánh quạt, hệ thống ARAMIS phát hiện các vết nứt hoặc hư hỏng bên trong thông qua thử nghiệm rung động. Nếu có vết nứt, tần số riêng sẽ thay đổi so với khi bộ phận còn nguyên vẹn.
Khi gõ vào cánh quạt, hệ thống ARAMIS phát hiện các vết nứt hoặc hư hỏng bên trong thông qua thử nghiệm rung động. Nếu có vết nứt, tần số riêng sẽ thay đổi so với khi bộ phận còn nguyên vẹn.