
3DS|Tech News
Ứng dụng CT công nghiệp ZEISS trong phân tích khuyết tật đĩa phanh Carbon Ceramic
Chia sẻ trường hợp thực tế về CT công nghiệp - RATC
Bộ phận kiểm tra: Đĩa phanh carbon ceramic
Thiết bị sử dụng: Máy CT công nghiệp ZEISS METROTOM 1500
Phần mềm sử dụng: ZEISS INSPECT 2026
Nhu cầu kiểm tra: Khuyết tật bên trong, tỷ lệ lỗ rỗng toàn cục, phân tích mặt cắt
Hạng mục kiểm tra và thách thức kỹ thuật
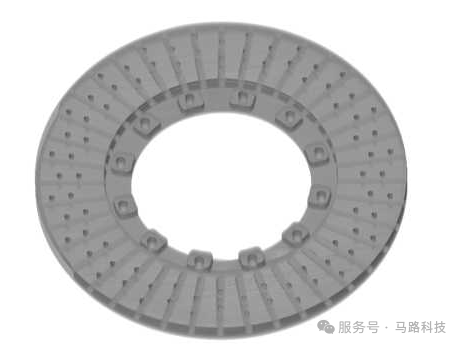
Một chiếc siêu xe có thể lao đi với vận tốc hơn 300 km/h sẽ dừng lại bằng cách nào? Câu trả lời không nằm ở đĩa phanh gang đúc thông thường, mà là đĩa phanh gốm carbon. Với đặc tính siêu nhẹ, chịu nhiệt độ cao và gần như không bị hiện tượng phanh kém do quá nhiệt (phai phanh), đây là trang bị tiêu chuẩn trên các dòng xe hiệu năng cao và cả càng đáp máy bay.
Tuy nhiên, là một loại vật liệu composite mới, đĩa phanh gốm carbon có cấu trúc bên trong vô cùng phức tạp. Các phương pháp kiểm tra truyền thống rất khó phát hiện ra các khuyết tật nội bộ như lỗ rỗng hay vết nứt. Một khi các vấn đề này tồn tại, nguy cơ mất an toàn tiềm ẩn là cực kỳ lớn.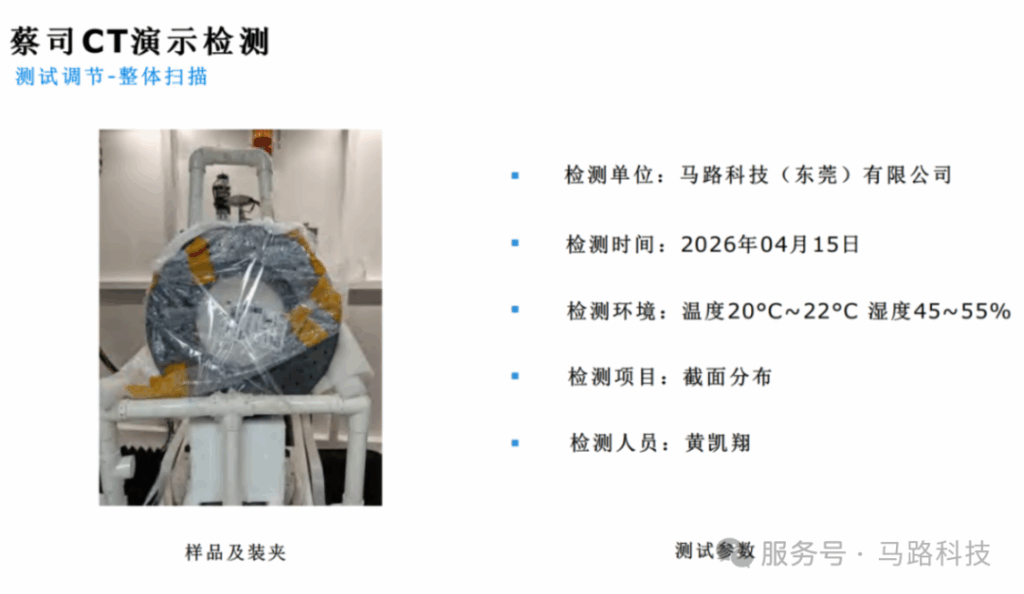
Giải pháp ứng dụng thực tế từ RATC áp dụng công nghệ chụp cắt lớp vi tính công nghiệp (CT), dựa trên thiết bị ZEISS METROTOM 1500, giúp thực hiện kiểm tra không phá hủy với độ phân giải và độ chính xác cao mà không làm tổn hại đến mẫu vật.
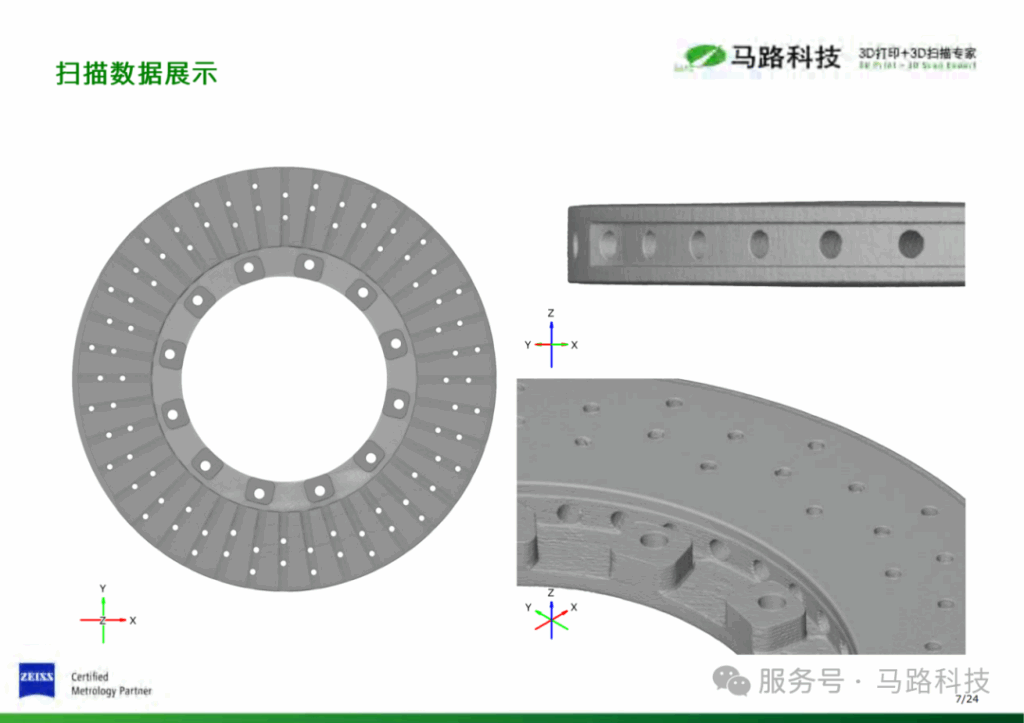
Bước đầu tiên của quá trình quét CT là "cắt" toàn bộ đĩa phanh thành vô số lát cắt ảo, sau đó dựng lại mô hình 3D trong phần mềm, từ đó hiển thị rõ ràng cấu trúc bên trong: sự phân bố vật liệu, mật độ nền và các lỗ rỗng. Hiển thị báo cáo kiểm tra
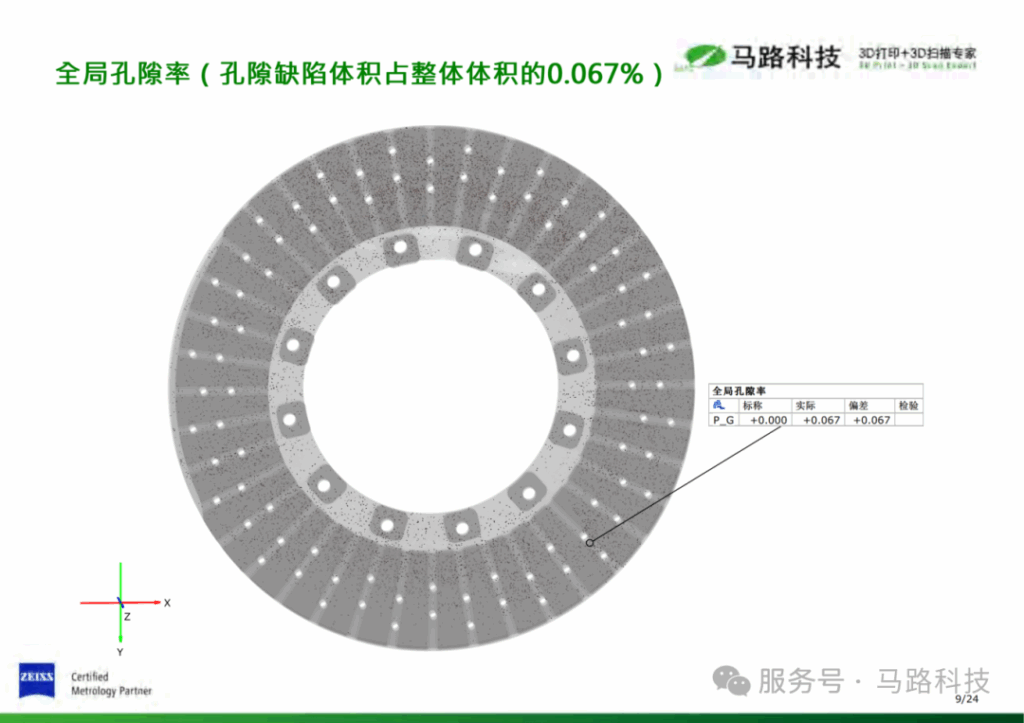
Kết quả hiển thị cho thấy, tỷ lệ lỗ rỗng toàn cục của đĩa phanh gốm carbon này chỉ ở mức 0,067%, tức là thể tích rỗng chiếm chưa đầy 0,07 trên mỗi 100 đơn vị thể tích. Đối với vật liệu gốm carbon hiệu năng cao, việc kiểm soát tỷ lệ lỗ rỗng dưới 0,1% được coi là mức xuất sắc, chứng minh quy trình công nghệ ổn định, việc kiểm soát nguyên liệu đầu vào và quá trình thiêu kết được thực hiện rất tốt.
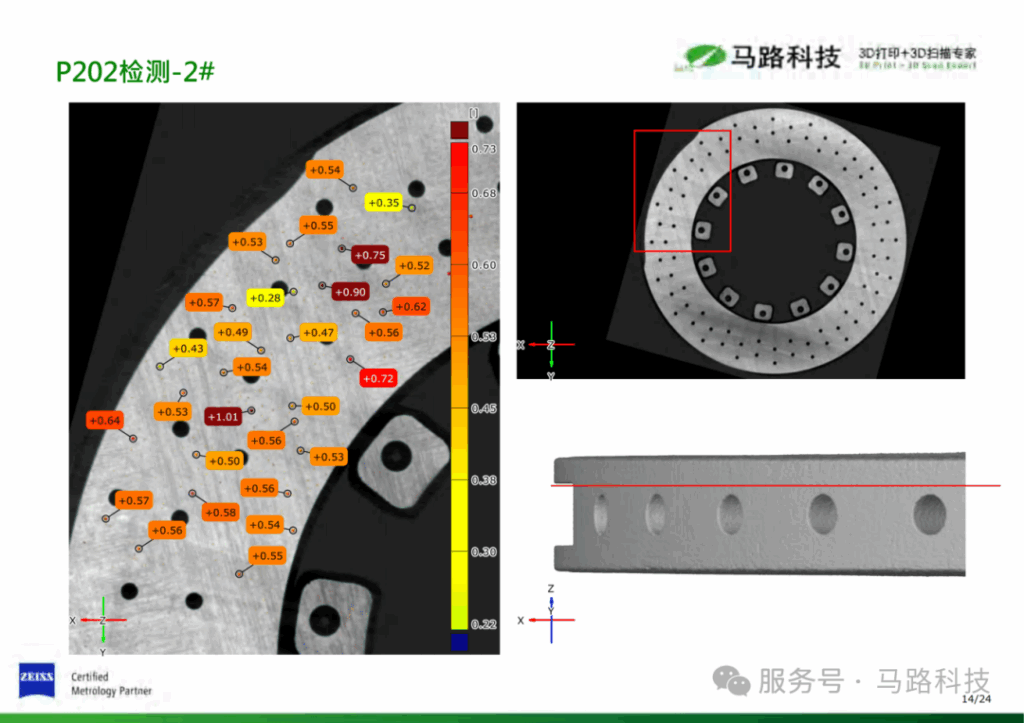
Tuy nhiên, nếu chỉ nhìn vào tỷ lệ tổng thể thì chưa đủ, chúng ta còn cần phải biết kích thước và vị trí của các lỗ rỗng. Thông qua hình ảnh CT, hệ thống đã nhận diện chính xác các lỗ khí có thể tích lớn hơn 7 mm³, đồng thời đánh dấu cụ thể phân bố không gian của chúng.
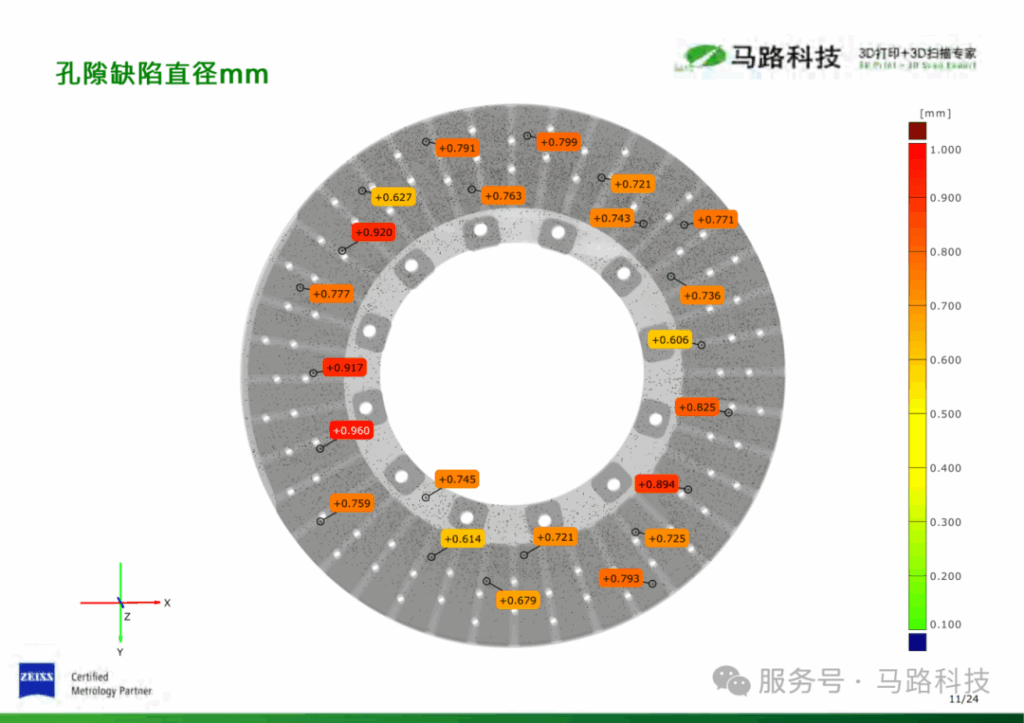
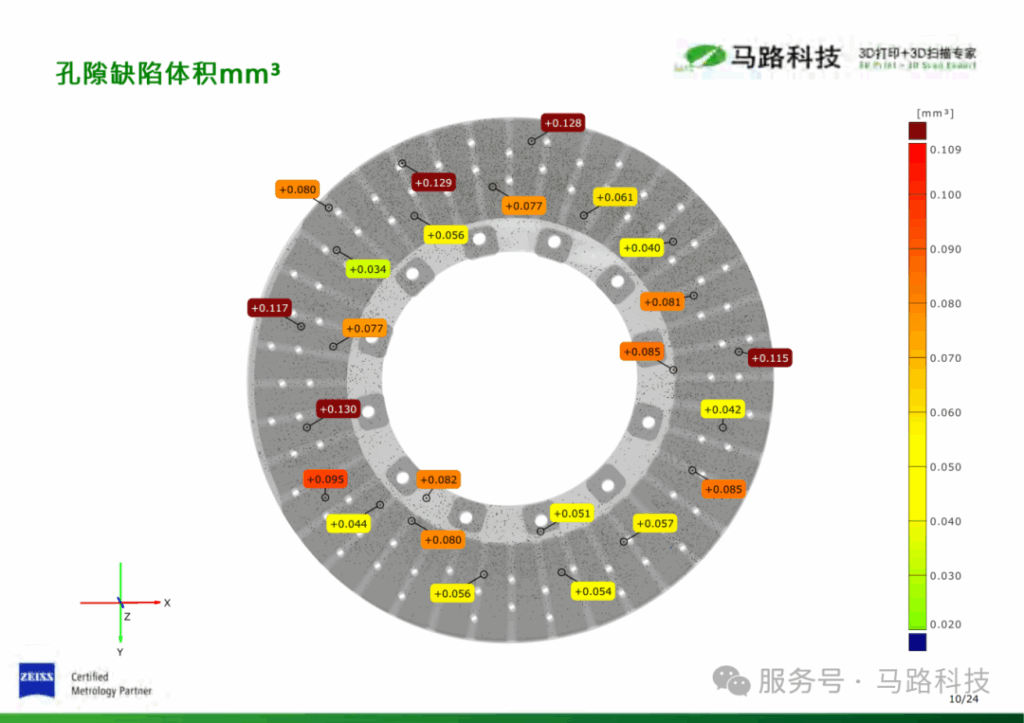
Trong báo cáo, các màu sắc khác nhau được sử dụng để đại diện cho kích thước và vị trí của khuyết tật. Nếu các lỗ rỗng này tập trung với số lượng lớn tại các gân chịu lực hoặc trên bề mặt, chúng sẽ rất dễ trở thành điểm khởi phát của vết nứt dưới tác động của nhiệt độ cao và ứng suất sinh ra khi phanh.
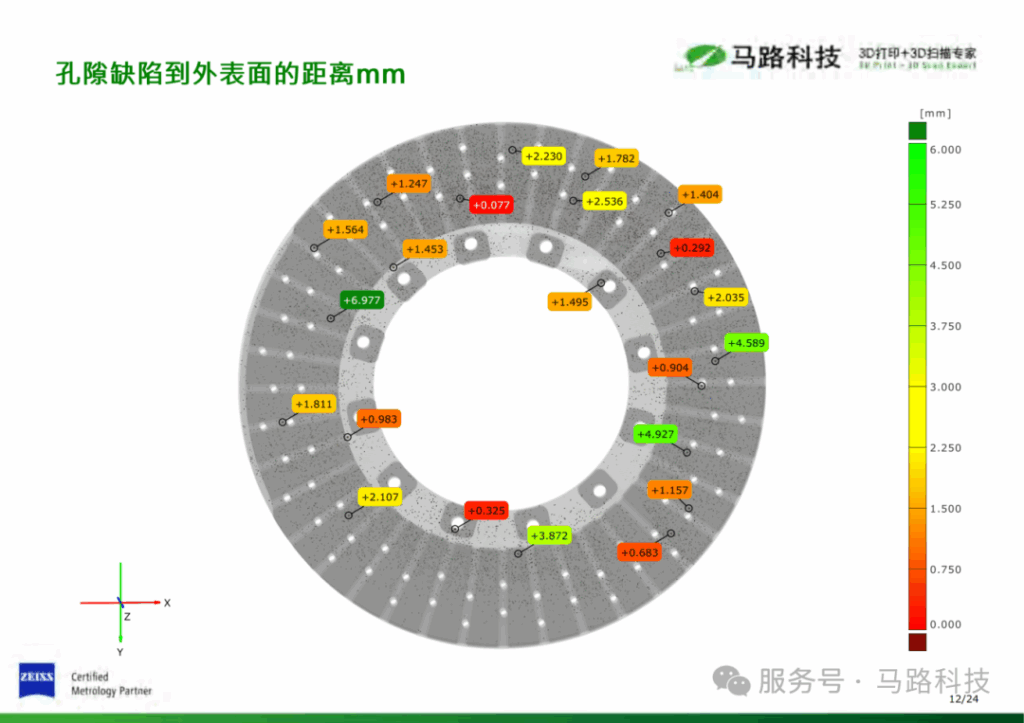
Ngoài ra, báo cáo còn phân tích "khoảng cách từ khuyết tật lỗ khí đến bề mặt bên ngoài". Đây là một chỉ số cực kỳ quan trọng — nếu khuyết tật nằm quá gần bề mặt, khi má phanh bị mài mòn theo thời gian, các lỗ khí bên trong có thể bị lộ ra ngoài, dẫn đến tình trạng bong tróc bề mặt hoặc gây rung lắc.
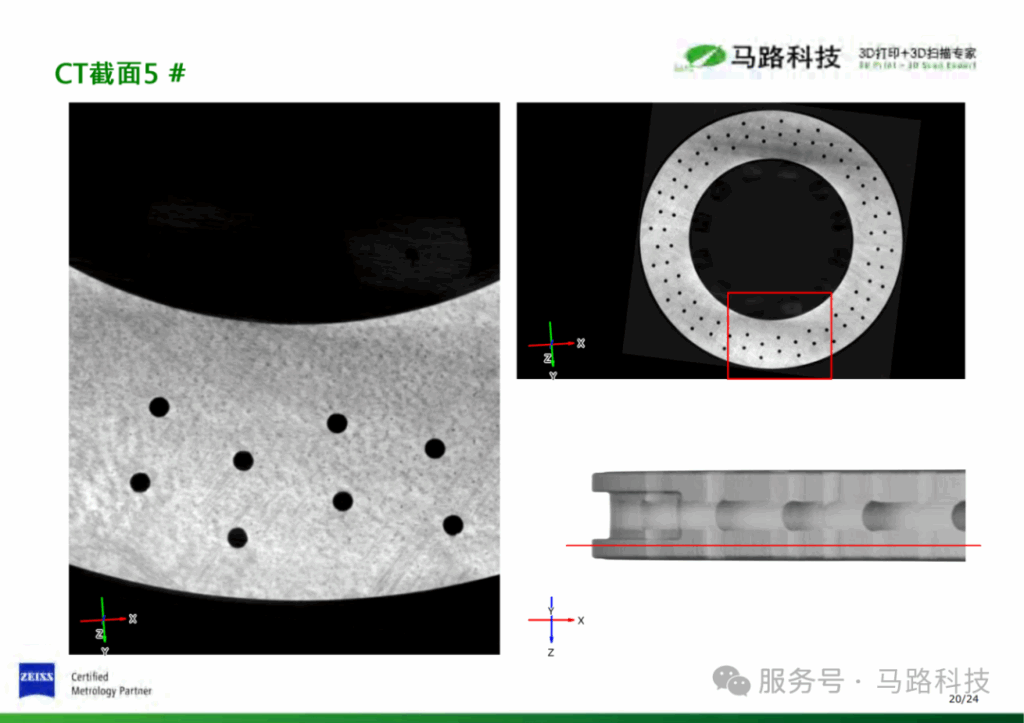
Mổ xẻ cấu trúc để xem chi tiết Để phân tích một cách thấu đáo hơn, các kỹ thuật viên đã tiến hành "bóc tách từng vùng" của đĩa phanh. Trong đám mây điểm 3D và hình ảnh mặt cắt, có thể nhìn thấy rõ ràng cấu trúc phức tạp đan xen bên trong — phần giữa của đĩa phanh gốm carbon thường có các ống dẫn gió rỗng. CT công nghiệp giống như một con dao phẫu thuật ảo, có thể cắt ngang, cắt dọc, cắt xéo mà không cần phải phá hủy linh kiện.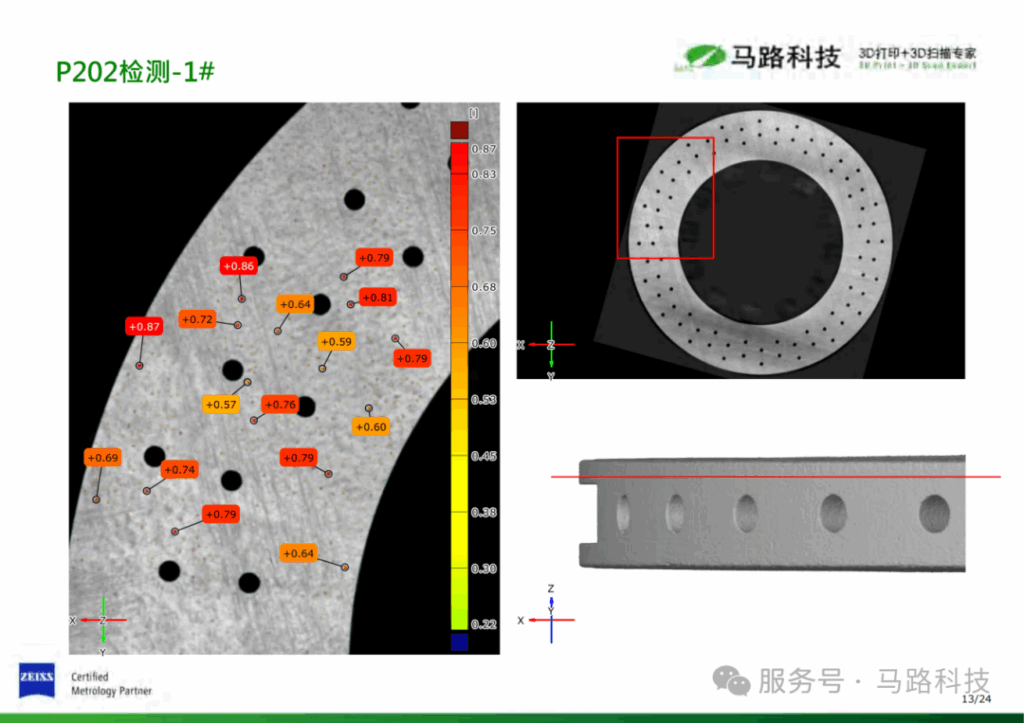
Thông qua mô hình CT 1, có thể quan sát được tính đồng nhất của vật liệu nền. Nếu xuất hiện các sọc hoặc đốm sáng tối không đều, điều đó chứng tỏ mật độ không đồng nhất hoặc có sự sai lệch về dữ liệu.
Nhờ vào hệ thống quang học độ chính xác cao của ZEISS METROTOM 1500, những phản ánh về sự chênh lệch mật độ này đã được bắt trọn vô cùng rõ ràng và sắc nét.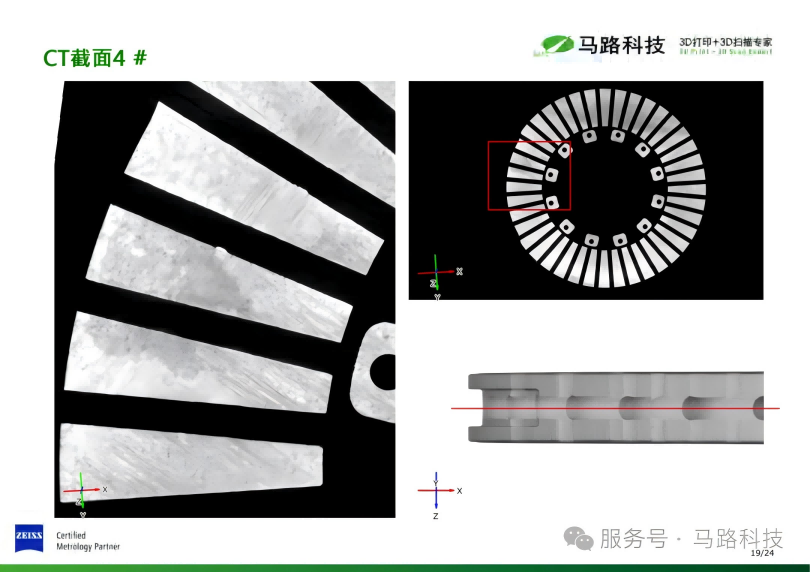
Hệ sinh thái phần mềm và Hiệu suất toàn quy trình
Từ khâu quét dựng hình, phân tích khuyết tật, đo lường kích thước cho đến xuất báo cáo, mức độ tích hợp đồng bộ của phần mềm trên toàn bộ quy trình sẽ quyết định hiệu suất sử dụng thực tế. Ưu thế của nền tảng ZEISS INSPECT nằm ở chỗ dữ liệu CT có thể liên thông hoàn toàn với dữ liệu từ máy đo tọa độ (CMM) và máy quét 3D của ZEISS, tạo nên một chuỗi liên kết dữ liệu chất lượng toàn diện.
ZEISS INSPECT 2026 không chỉ định lượng hóa được thể tích và vị trí của khuyết tật, mà còn tạo ra các hình ảnh mặt cắt CT chi tiết, cung cấp cơ sở khoa học cho việc cải tiến quy trình công nghệ tiếp theo, đảm bảo sản phẩm đạt độ tin cậy cao nhất.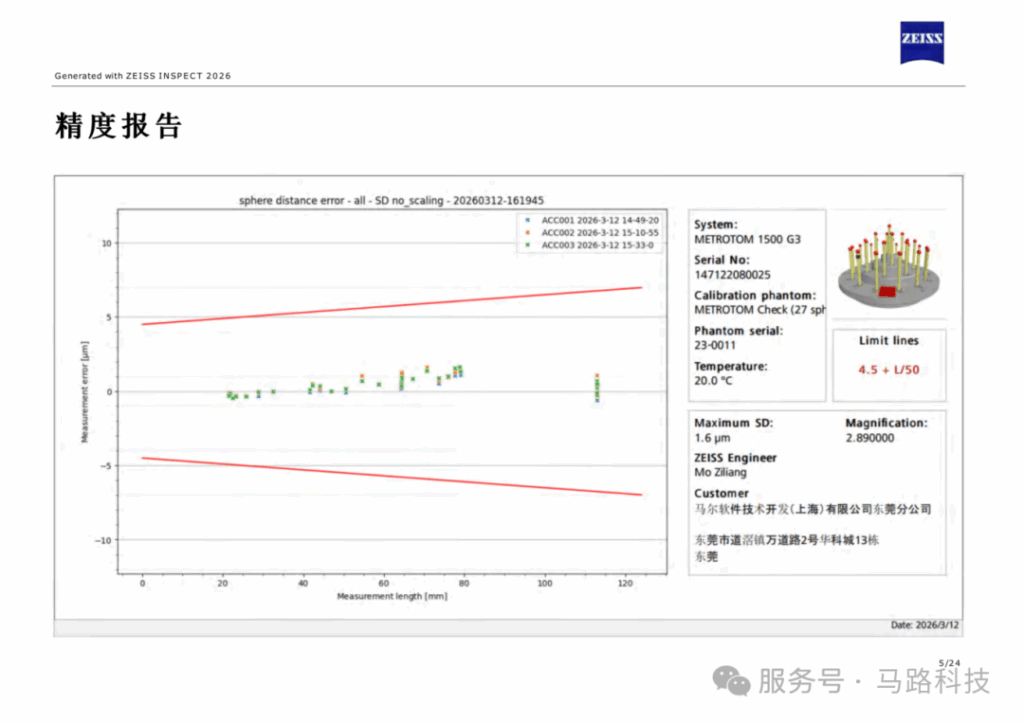
Ưu thế của công nghệ kiểm tra không phá hủy (NDT) bằng CT công nghiệp ZEISS
Độ phân giải và Độ phóng đại: Kích thước tiêu điểm của nguồn tia X vi tiêu cự (Micro-focus) có thể đạt tới vài micrômét, kết hợp với khoảng cách đầu dò 1500 mm, giúp phóng đại các chi tiết nhỏ lên nhiều lần, đồng thời vẫn có thể xuyên thấu nhanh chóng các linh kiện kích thước lớn.
Hiệu suất quét: Phương thức thu nhận dữ liệu đa chế độ (Multi-mode) của đầu dò thế hệ thứ ba có thể rút ngắn thời gian quét hơn 75%, giúp cân bằng giữa độ phân giải và chu kỳ sản xuất (tact time), cực kỳ phù hợp cho nhu cầu kiểm tra hàng loạt.
Khả năng truy nguyên nguồn gốc đo lường: Thiết bị đáp ứng tiêu chuẩn VDI/VDE 2630 và đạt chứng nhận hiệu chuẩn DAkkS, đảm bảo tính pháp lý và độ tin cậy cao cho các báo cáo kiểm tra trong toàn bộ chuỗi cung ứng.
Tổng kết động lực của ngành chế tạo thực chất lại nằm chính ở những nơi mà mắt thường không thể nhìn thấy được. Dù là đĩa phanh gốm carbon hay cánh tuabin động cơ hàng không, chỉ khi thực sự làm rõ và làm chủ được bản chất cốt lõi bên trong, ngành sản xuất mới có thể tiến bước vững chắc và tiến xa hơn trên con đường phát triển phân khúc cao cấp.